
Améliorez vos impressions 3D: Pas d’extrusion au début de l’impression
Améliorez vos impressions 3D: Pas d’extrusion au début de l’impression.
L’actualité de l’impression 3D étant terne en ce moment, j’ai choisi de déflorer un nouveau sujet : Améliorez vos impressions 3D.
Il s’agit d’une reprise et d’une « traduction » de la page « Print Quality Troubleshooting Guide » du site de Simplify3D, célèbre logiciel dédié à l’impression 3D
Ce premier jet est destiné à résoudre les problèmes d’extrusion que rencontre la plupart des débutants.
Voici les causes essentielles et les remèdes associés pour lutter contre ce phénomène agaçant:
l’Amorçage:
Sur certaines imprimantes, il est nécessaire d’amorcer l’extrudeur avant de commencer l’impression. Sur les imprimantes 3D d’entrée de gamme, il arrive qu’à la fin d’une impression, alors que la buse est encore très chaude, le plastique qu’elle contient suinte. La chambre chaude est vide et lorsque vous commencez une nouvelle impression rien ne sort de la buse tant que la chambre chaude n’est pas remplie de plastique en fusion. Ici aussi, les préliminaires s’annoncent indispensables. Il convient d’extruder un peu de plastique « à vide » avant de lancer l’impression. Il est également possible d’imprimer un cercle autour de votre future pièce. Ce cercle s’appelle une « jupe » (skirt en anglais); cette option existe dans la plupart des logiciels d’impression 3D.
La buse est trop proche du lit d’impression
L’extrusion manuelle fonctionne mais rien ne sort à l’impression. Le plateau, trop proche du trou de la buse, empêche le plastique de sortir. Deux solutions pour vous en sortir: soit vous recalibrez votre imprimante, soit vous paramètrez votre logiciel de façon à commencer le début de l’impression un peu plus haut.
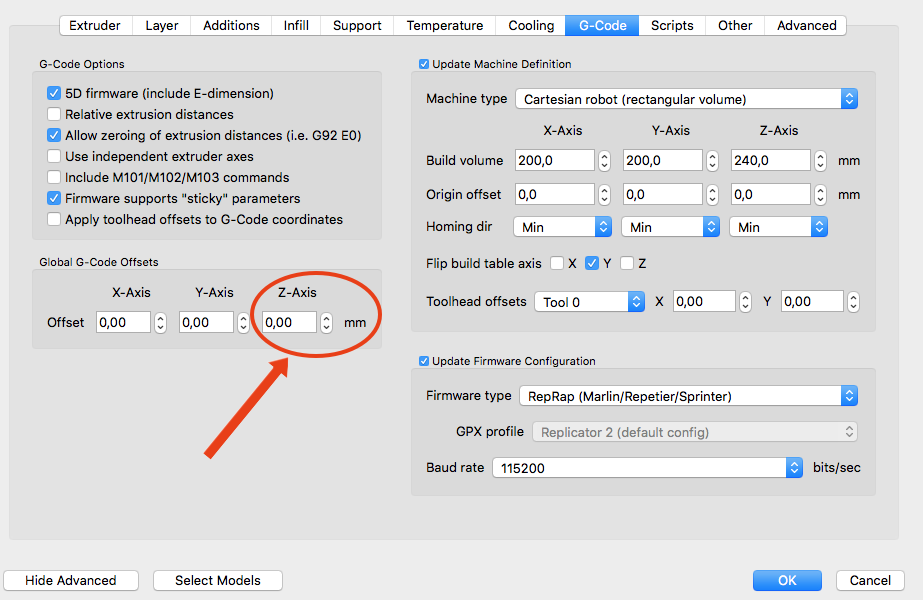
Le calibrage étant une opération fastidieuse sur la plupart des imprimantes 3D, je vous conseille la seconde option. Avec le logiciel Simplify3D, ce réglage est très simple: Il faut afficher l’onglet G-Code des paramètres de processus. Si vous entrez une valeur de 0.05mm pour l’axe Z dans la zone « Global G-Code offsets, cela écartera de 0.05mm la buse du lit d’impression.
Le pignon d’entrainement a usé le filament
Une roue dentée permet d’entrainer le filament vers l’extrudeur. Quand la tension est trop importante, cette roue dentée abîme le fil et réduit son diamètre. Par conséquent, le fil n’est plus entrainé. Pour éviter cette situation, il faut réduire la tension du fil et donc au préalable comprendre la raison de cette tension excessive du fil.
La bobine tourne-t’elle correctement?
Le fil est-il bloqué ou freiné quelque part sur son parcours?
Le fil a-t-il un diamètre correct? Il faut également penser à vérifier et régler si besoin la distance entre la roue et le fil.
Il est également possible que la roue dentée soit elle même usée ou encrassée. Il faudra soit la changer, soit la nettoyer.
L’extrudeur, ou la buse, est bouché ou encrassé
L’obturation de la buse, ou plus grave, celle de l’extrudeur peut générer le phénomène que nous évoquons dans ce chapitre. L’encrassement des éléments fait que l’extrusion semble fonctionner correctement mais dès que l’on commence à imprimer, on s’aperçoit que la quantité de plastique extrudée est très insuffisante.
L’encrassement de la tête d’impression est un problème assez courant. Il peut venir d’un filament de mauvaise qualité mais survenir également avec du haut de gamme quand on passe d’un matériau à un autre. Les différents matériaux n’ont pas la même température d’extrusion. La température optimale pour l’un peut être une température beaucoup trop élevée pour l’autre. Les restes de plastique ne fondent pas, ils brulent et collent fortement aux parois de la chambre chaude et de la buse.
En général, c’est la buse qui s’encrasse la première. C’est la partie la plus simple à déboucher, à l’aide d’une corde à piano, d’un petit forêt, d’un morceau de fil électrique dénudé, d’une aiguille à déboucher, etc. L’essentiel est de choisir un diamètre légèrement inférieur à celui de votre buse. Il faut chauffer à 220-260°C avant d’introduire votre engin de curetage.
Si c’est une autre partie de l’extrudeur qui est bouchée ou encrassée, il sera peut-être nécessaire de la démonter. Je vous conseille vivement de suivre scrupuleusement la procédure décrite par le constructeur de l’imprimante 3D.
Et voilà, vous avez les clés et maintenant, démerdez-vous. Merci qui? Merci 3Dprint4Ever.fr!
Le prochain article tentera de trouver une solution à vos impressions qui n’adhèrent pas au plateau d’impression.





Laisser un commentaire